Sept 2015
“Parylene Process too expensive!” said every person who does initial investigation into this tough resilient coating type.
The Parylene process is easily perceived as too costly.
The wisdom is, however, that while other coating types such as Urethanes and Acrylics may cost less upon initial application, Parylene can actually provide a better value, and ultimately is likely to be more effective in the long run.
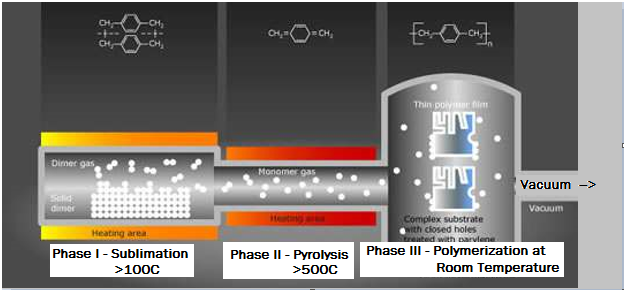
The process is visually described in this illustration.
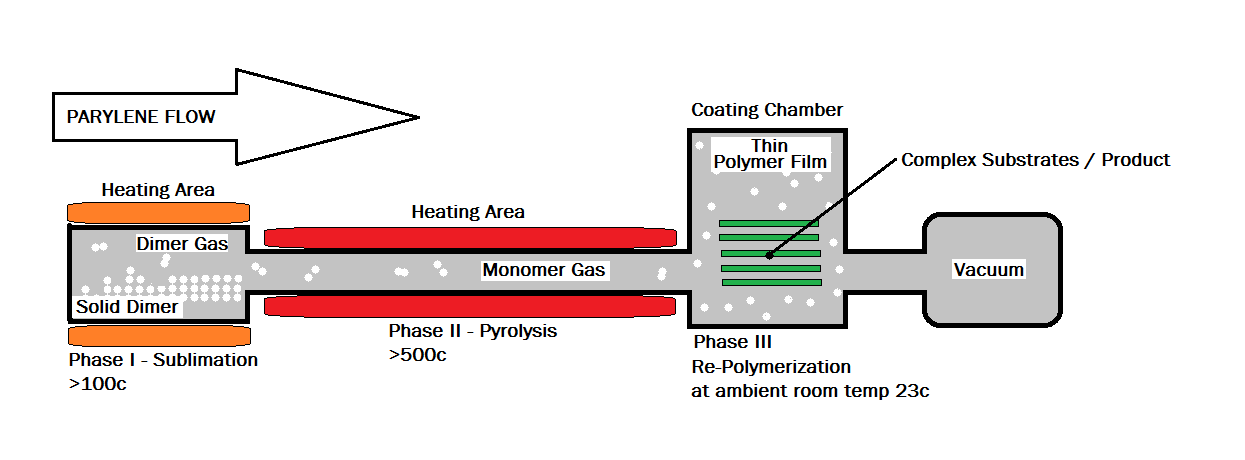
Under vacuum, in Phase I, the sublimation phase, the Dimer is turned into a Polymerized Gas. In Phase II Pyrolysis, the Polymer Gas is broken into a Monomer Gas and enters the Product Chamber where it contacts every exposed surface of the product(s), cools and becomes a Polymer again on the surface of the product (Phase III).
Due to a number of factors, there can exist no “set price” for Parylene application. Each assembly type will require different handling methods, adhesion promotion, masking techniques, coating material, and required thickness, which are primary in determining the cost. To be discussed here, the main cost drivers for Parylene Coating:
Types of Parylene: Each of the different types of raw material , called Dimer, has its own associated manufacturing processes and costs.
Coating Thickness: The amount of raw material (Dimer) that is needed to produce the required thickness of coating across the assembly is carefully calculated for optimal results.
Masking /DeMasking: Since Parylene is applied is a vacuum chamber process, any masking must literally be airtight* to prevent migration of the coating to places where it does not belong i.e. Connectors and Connector mating surfaces. This creates new challenges for each and every assembly type. The largest amount of labor is actually spent at the masking and de-masking operations for Parylene application.
*Note: Parylene Coating is performed in a vacuum chamber. As such, masking must be 100% airtight, and able to sustain a seal even in vacuum conditions.
Chamber load: In general, the more product that is in the chamber, the more economical the coating run itself will be, as the chamber time factor changes very little from small to large batches. Unused chamber volume reduces cost efficiency, so an ability to more closely match the batch size to the Chamber volume is a contributor to the best cost for the process. Astronic maintains both large and small chambered coating machines, to help optimize coating runs. Lower volume batches can be accommodated in smaller chambers.
From very large assemblies with multiple complex masking sites to simple silicone seals and o-rings that require minimal handling, the cost for Parylene coating can vary greatly, and is dependent upon several factors, the main ones discussed above.
With the above information in mind, Customers may even preemptively consider ways to design products in a way to help mitigate cost factors involved in Parylene processing as well.
{kind=link}
Questions? Call Patrick McBride at Astronic 949-900-6060